Restoration of Barking

The hull as first seen at Belsize Boatyard in September 1979.

Close up view of stern. You will see it's in a pretty dilapidated state and could fairly be described as a rust bucket! Inside it was even worse, but beauty is in the eye of the beholder and the hull was certainly the type and size Ian was looking for. The engine room measured 18ft between bulkheads, which would be sufficient for the engine and boiler he had in mind. So Ian bought it....

After some preliminary, and very necessary plating work at the shipyard in Hythe to make the hull watertight, the boat was towed to Ferrol Road Boatyard in Gosport where she was to lie in a mudberth for the next few years while Ian tackled the rebuilding of the deck and bulwarks. Having been used in and around gasworks, acid rain had taken its toll on the deck and a large part of this had to be replaced. Here Ian is welding in new 6mm plate - the hull was, of course, originally all riveted, but Ian decided to do the repairs by welding, riveting would have been far more difficult and out of the question for someone working single handedly, as he was.

Here, at last, things are looking better; the deck and bulwarks have been renewed and the new after casing is in place.

Having finished the work on the deck, Ian had the boat hauled out of the water on the slipway at Ferrol Road. It was as Ian feared, extensive replating work was required below the water line. To do this at Gosport would have taken a long time incurring heavy charges for occupying the slipway. So Ian decided to take the bull by the horns and have the hull transported by road to his yard at Flaunden. The boat was towed to Camper and Nicholson's Boatyard and lifted out by their travelhoist onto a low loader. The picture shows it at Bovingdon, where it was delayed by the escorting police car breaking down and having to wait for a replacement car.

Once safely craned off the lowloader and set up on blocks work commenced cutting out the rotten plating on the bottom. This is slow work because in places the plating was four layers thick, with a helping of mud between each layer. The original plating having been doubled, trebled and quadrupled - an awful mish mash of repairs. It's assume the boat was not subject to survey durings its working life, as no surveyor would have passed such work. Consumption of oxygen and cutting nozzles was high during this process. The original frames were found to be quite sound for the most part.

The largest size of plate the supplier could provide was two metres by four metres in 8mm thickness. Ian ordered four pieces, which was just about sufficient to cover the majority of the area to be renewed. This picture shows a new piece being persuaded and faired into place using the platers traditional method of dogs and wedges.

Most of the plate was bent round by the use of chain hoists and jacks, but in the case of these plates, in the way of the propellor, Ian had the supplier roll the plates to a curve to make things easier, final fairing by dogs and wedges. Fortunately, there was very little double curvature in any of the plates.

Having completed the plating work the next job was to grit blast the whole hull, inside and out, to white metal. The picture shows Ian's blast machine with extra remote controls fitted to enable the operator to vary the grit supply and also to recharge the pot without moving from his working position. The hopper above the post has a valve operated by a small air cylinder with a 6 volt solenoid valve, which can be energised from a control box carried by the operator.

This shows grit blasting work in progress. After blasting the work was given four coats of epoxy pitch two pack paint. When blasting inside the hull, it was necessary to have a powerful extractor and cyclone to draw out dust and spent grit. The grit was recycled to remove the dust, using another machine like a winnower. The grit used is copper slag, black and very heavy. It can be used over and over again, provided the dust is removed after each use.

In the meatime, a new all welded scotch boiler, 6ft diameter by 6ft long had been ordered by Towlers at Clacton, shown here under construction at their factory. (Note the corrugated furnace tube). Historically the development of corrugated furnaces higher working pressures to be carried, enabling more power to be obtained from the same size of boiler. The scotch boiler was the standard type of boiler for merchant ships for almost a hundred years, it was made in single and double ended form with up to four furnaces each end. They are a very placid and easy steaming boiler but are recognised to have poor circulation and should be allowed to warm up slowly when raising steam to avoid stresses due to differential expansion - it is quite possible to have steam up top and almost cold water at the bottom - not good.

This picture shows the boiler just after it had been lifted off Towlers' lorry using Ian's Ruston No 6 Crane Navvy, it weighed 4 tons. The lorry driver did not seem to realise there was anything unusual about the crane!
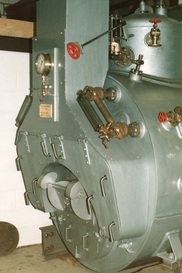
The boiler is now in Ian's workshop after fitting out with smokebox, furnace front and boiler mountings. Most of the mountings came from a First World Ward Ruston Harbour Service Launch boiler.

Some years previously an Admiralty Service Launch engine had been purchased from a boatyard on the Thames. This engine was virtually complete but very worn. It is a compound with cylinders 8 and 16 by 8 stroke, with a piston valve on the HP and slide valve on the LP, these engines were rated at 75 IHP at 250 RPM taking steam at 120PSI. They were made by several firms including Plenty, Sissons and Rowhedge Ironworks - Ian's engine is none of these - they were also made by some railway companies so perhaps it's one of those? They varied in design, but all had the same cylinder dimensions. One piece missing from Ian's engine is the maker's plate from the LP valve chest cover. The only clue on the engine is the date of the hydraulic test stamped on the cylinder, which is 1914. The engine was completely overhauled; cyclinders rebored; piston valve bore rebored; port face remachined; piston rods and valve spindles hard chromed; crankshaft reground and all bearings remetalled; the steel pistons built up and remachine; new rings sourced; new piston valve made; piston rods and valve spindles hard chromed and so on.
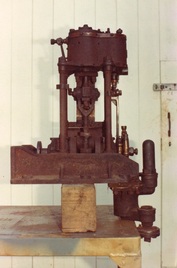
An important auxiliary on a condensing steam ship is the circulating pump, to pump cooling water through the condenser. Ian was able to purchase a suitable engine from a good friend, but like most of these engines the bronze pump was missing - presumably sold for scrap many years ago. Ian was working in Malaysia at the time and out there they make a lot of pumps for use in hydraulic dredging for tin, so he drew up a design and had patterns and castings made in gunmetal at a reasonable cost.

The complete circulating pump.

New eccentric straps for main engine being cut in half

Engine almost complete - top half - oil boxes and pipes still to be made and fitted.
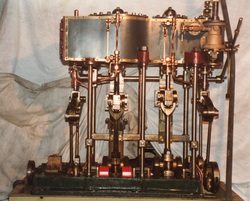
Bottom half of engine in workshop, it was tested on air and then steam - from the steam navvy boiler - before installation in the boat. Rather lumpy, running non condensing.

Ian decided to use a 24 volt system for lighting and power - there is a battery of 400 AMP hour capacity which can be charged with a battery charger when shore power is available and when at sea by the Sissons Engine shown here, which is coupled to a 1.5KW dynamo. Partly visible on the left is the weir pump for boiler feed; there are also feed pumps on the main engine.

The weir pump in the workshop, ready for installation.

Pictured here is Harith Esa, Ian's Malay assistant, bending a copper pipe, which has been filled with sand. Harith spent four summers here, nominally on holiday of course! Without his help and encouragement Ian would never have completed the rebuilding work.

Here are the steering sheaves and brackets as removed, all completely beyond repair.

All new sheaves, brackets and pins, grit blasted and in red lead primer, the traditional paint and still the best!

A view of the propellor shaft in the aft cabin. The shaft is 3 1/4" diameter and in two halves connected by a muff coupling. The stern gland is on the right, this gland and the stern tube are grease packed and lubricated, fed by a large screw down greaser in the engine rom, the grease line can be seen here.

The aft cabin, in the process of being fitted out, the panelling is tongued and grooved utile, a type of mahogany which when varnished takes on a very nice reddish brown colour.

The bathroom, or heads in nautical terms, with shower, washbasin and aircraft style vacuum toilet, which discharges to a holding tank to comply with modern regulations. Hot water is provided by a calorifier (top left upper), heated by electricity or steam, as available.

Barking leaves Flaunden on 27th September 2004 on a low loader, bound for Gosport.

Back in the water the next day in Camper and Nicholson's Dock at Gosport and ready for trials.
Ian Woollett
